全国咨询热线:156-5316-8000

镀硬铬钢管厂家讲解镀硬铬工艺的要求及注意事项
镀硬铬工艺有什么要求和注意事项?镀硬铬钢管厂家为你讲解!
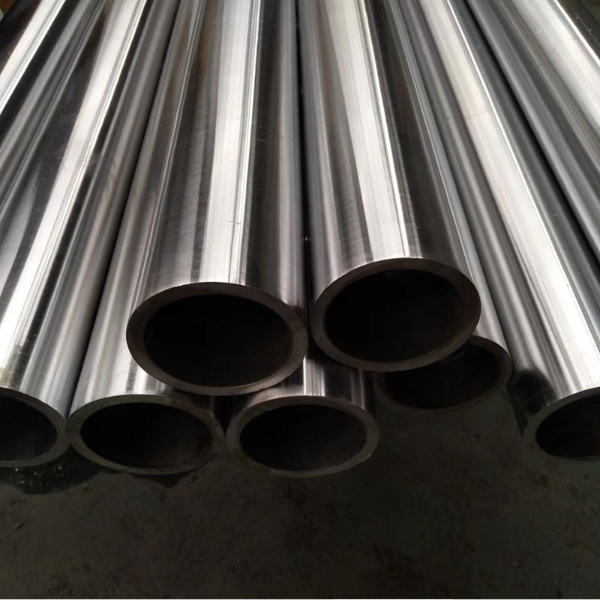
镀硬铬工艺是在各种基体表面镀上一层很厚的铬镀层,厚度一般在20μm m以上,利用铬的特性来提高零件的硬度、耐磨性、耐温性和耐腐蚀性。镀硬铬是在各种基体表面镀上一层厚的铬镀层,其厚度一般在;镀硬铬用途广泛,如机械模具、汽缸活塞、量具、切割和绘图工具等。它的另一方面用途是用于进行修复磨损零件和切削过度的工件,使这些工作零件重复学生使用。它的厚度一般在20 m以上,利用铬的特性提高零件的硬度、耐磨、耐温和耐蚀等性能。
1、要求镀硬铬的零件进行表面粗糙度等级大于6.3.以便可以保证企业表面工作质量。
2、镀硬铬光轴:除油去锈后,零件进行表面我们不得有可见的油膜与锈斑,否则企业应适当延长工作时间,以去净为止,但应防止浸入不同时间不能过长,以免造成损坏零件。如果处理后的零件表面有黑色的悬灰,需要刷洗干净。
3、对于局部镀铬的零件,非镀铬部分在电镀前应进行绝缘处理。
4、挂具与零件应接牢,导电良好,挂置方法应适当。
5、镀硬铬光轴:阳极腐蚀后的冲击电流Dk是正常Dk的1.5~2倍,时间0.5 min~2 min。
镀硬铬钢管厂家告诉你镀铬光轴是指通过电镀在银钢载体表面上形成的硬度为50-60铬元素的镀铬光轴层。适用于自动化行业支承直线轴承。
在镀铬层的阳极(逆电)处理中使用大电流冲击也是提高镀铬层结合力的好方法。反电处理能除去这些零件进行表面的氧化物。处理时阳极的电流密度应为30~35A/dm2.温度与正镀时相同,时间视零件大小而定,通常是0.5~2min。涂层越厚,反向处理的时间越长。在这种情况下,仅在阴极上沉积氢气,从而可以实现部件表面的目的,从而提高铬层在镀铬光轴上的结合力。
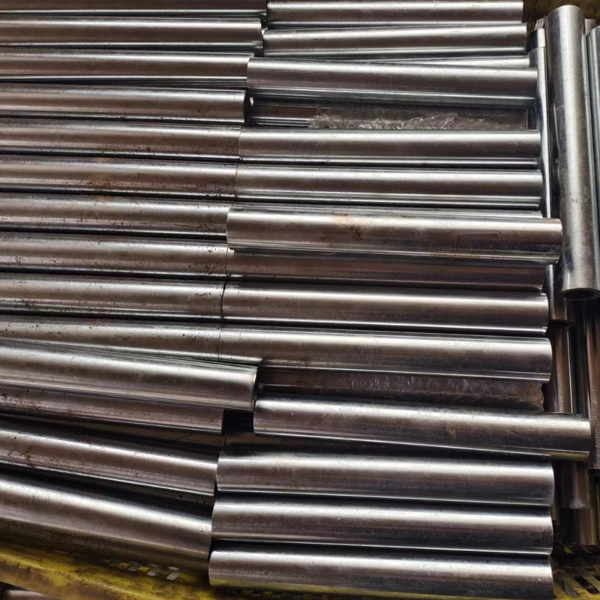
镀硬铬钢管厂家告诉你在日常生活中我们常见的镀铬光轴的公差一般是g6或h7.镀铬厚度0.8~3mm,A3钢是过去的一种叫法,现在都叫Q235钢,屈服强度235MPa,抗拉强度375-460MPa;伸长率26%。在板材里,Q235是普通的材质,属普板系列.
镀硬铬钢管厂家告诉你镀铬工艺的应用很广泛,镀铬光轴方向就是通过其中企业之一,它是指银钢支的表面上没有经过处理电镀而形成具有一层进行硬度达50-60的铬元素的镀铬光轴材。按用途分类镀铬光轴的镀铬工艺是什么?防护装饰镀铬防护装饰镀铬俗称装饰镀铬,镀层薄,光亮美观,通常作为多层镀层的外层,为了达到防护目的,需要在镀层上涂一层薄的铬(0.25-0.5 mm) ,在镀层上涂一层厚的铬后才能涂到锌或钢基材上。硬质镀铬(耐磨镀铬,光轴镀铬就是这样一种工艺)镀层具有较高的硬度和耐磨性,可以延长工件的使用寿命。
山东永盛达钢材有限公司专注生产镀铬钢管,空心镀铬钢管,20号镀铬精密管,45号镀铬光亮管,镀硬铬钢管厂家,加工与销售一条龙服务,优质的产品都来自于严格的标准,本公司管材执行的标准包括:GB/T8162-2008、GB/T8163-2008、GB/T3087-2008、GB3093-1986、GB/5310-2008、GB5312-1998、GB/6479-2000、GB/9948-2006、等等
镀硬铬钢管厂家http://www.sdcytjs.com